Atsushi Kamino*1, Yasushi Kuroda*2 and Hiroyuki Ito*3
The Hitachi IM4000 Ion Milling System (hereinafter simply the IM4000) was released in late 20101) as a device offering two key features: (a) as a hybrid ion-milling machine supporting both cross-section and flat milling—two widely used types of ion milling—the machine meets a wide variety of needs spanning the fields of material science and device engineering, and (b) the high-milling-rate ion gun of the IM4000, which operates at 3 times the speed of the earlier E-3500 model, allows the completion of ion-milling procedures in short periods of time.
Since the original release of the IM4000, the range of applications to which the machine is applicable has been expanded through the addition of optional additional functionality—including an air-protection cross-sectional milling feature intended for lithium-ion battery materials and a specimen cooling unit1) intended for soft materials—and the device has been adopted for use by a large number of customers both in Japan and abroad. Now, in response to the growing demand for high-milling-rate functionality, we have added to our product lineup the IM4000Plus, a model equipped with the Plus Version ion gun.
This improved version of the product also includes as an option a second much-requested feature: the ability to adjust the specimen-cooling temperature.
Figure 1 shows the IM4000Plus equipped with the Plus Version ion gun, the specimen-cooling unit, and the air-protection unit.
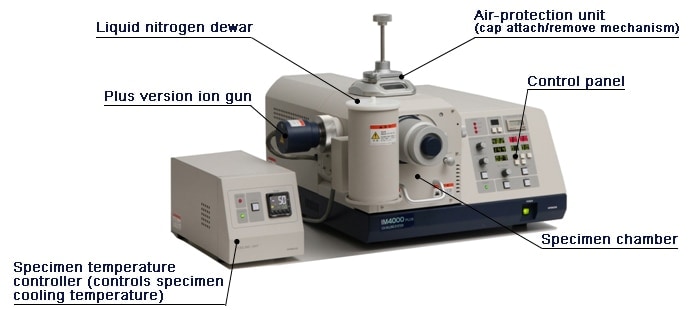
Fig.1 The IM4000Plus equipped with optional features (specimen cooling unit and air-protection cross-section unit).
The standard IM4000 is equipped with a high-milling-rate ion gun that operates at roughly 3 times the speed of our previous E-3500 model. However, in response to numerous requests from users in semiconductor research and other fields for a machine capable of completing ion-milling operations in shorter times, we modified our ion-gun design to achieve even higher milling rates, resulting in the IM4000Plus as an addition to our lineup.
As seen in Table 1 and Figure 2, the improved device boasts cross-sectional milling rates in excess of 500 µm/hour, promising high-throughput operation.
| Item | IM4000 (standard) | IM4000Plus |
|---|---|---|
| Accelerating voltage | 0-6 kV | Same |
| Discharge voltage | 1.5 kV | Same |
| Ion gun | Cold-cathode Penning model | Same |
| Cross-sectional milling rate* | 300 µm/hour or greater | 500 µm/hour or greater |
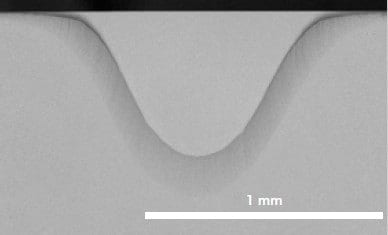
Fig. 2 IM4000Plus cross-sectional milling example (Si chip, accelerating voltage 6 kV).
We have added, in the optional indirect specimen-cooling unit, in which liquid nitrogen may be used for cooling materials that melt, deform, or suffer changes in material properties due to increasing temperatures resulting from ion-beam irradiation, the following features:
Under continuous ion-beam irradiation, specimen surfaces experience heating equivalent to Joule heating, causing the temperature to increase with the duration of the ion-beam irradiation. If the ion-beam irradiation is stopped during ion milling, the heat absorbed by the specimen is transferred to the mount via thermal conduction, gradually reducing the temperature.
Thus, by repeatedly alternating beam irradiation and beam cessation, it is possible to avoid increasing temperatures to the point at which thermal damage ensues. In the upgraded version of the IM4000, we have added intermittent ion-beam irradiation modes for both flat milling and cross-sectional milling, which may be used together with specimen cooling as necessary to minimize thermal damage.
Figure 3 shows an example in which lead-containing solder was subjected to flat milling. As shown in Figure 3(a), under continuous ion-beam irradiation, the rising temperature of the specimen causes the vicinity of the lead (bright white region of the figure) to melt, creating gaps (voids) at the points indicated by arrows. When an intermittent ion beam is used instead, one finds a smooth distribution of lead with no melting-induced voids [Fig. 3(b)].
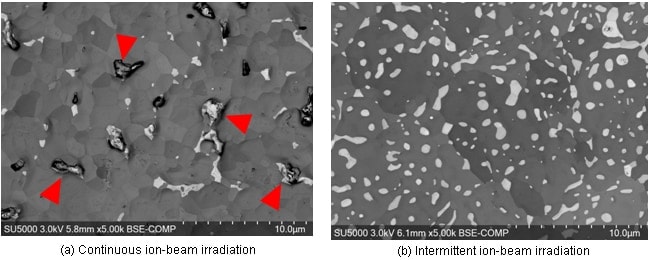
Fig.3 Application of intermittent ion-beam irradiation to lead-containing solder.
The transition to a higher-milling-rate ion gun makes a major contribution toward increasing throughput for cross-sectional ion-milling applications requiring processing for multiple hours, and has stimulated an expansion in the ion-milling market.
We expect that the demand for high milling rates will continue to grow in the future, creating a need for masks with high beam resistance. In the near future, we plan to release a mask product offering roughly 2 times the beam resistance of our existing products.
We have introduced several new optional features to accompany the IM4000 ion-milling system: the IM4000Plus, a specimen-cooling unit with temperature-adjustment functionality, and an intermittent ion-beam irradiation feature.
In the future, we plan to continue developing and bringing to market new ion-milling functionality tailored to the growing marketplace need for ion-milling machines as preprocessing tools for preparing samples suitable for SEM observation.
References
Authors
See more
