
FOUNDRY MASTER Smartによるアルミニウムダイカスト分析
-前処理方法の違いによる分析精度への影響-
ダイカストとは、溶融したアルミニウムや亜鉛、マグネシウム合金などを金型に流し込むことで、複雑な形状の製品を高精度に大量生産できる鋳造法です。ダイカスト生産量のうち、約95%をアルミニウム合金が占めており、自動車部品をはじめ、様々な製品に使用されています。日本工業規格(JIS)のH 5302には、化学成分や機械特性などが異なる20種類のアルミニウムダイカストがあります。
また、アルミニウムの製造工程には大量の電力が必要であり、日本での生産はコストが高くなってしまうため、アルミニウムダイカスト用の二次合金は、中国やベトナム、中東をはじめとする海外からの輸入量が増加しています。それに伴い、製品の製造工程において、金型の焼き付けや鋳巣の発生等が問題となることがあります。それは、規格値内であっても、化学成分濃度の違いによって合金の特性が多様化しているためです。そのため、固体発光分光分析装置を導入し、受入検査や製造現場で成分分析を行う企業が増えており、製造設備や製品の品質を担保するために欠かせない分析装置となり始めています。
そこで、FOUNDRY MASTER Smartによるアルミニウムダイカスト分析例を、前処理方法の違いによる分析精度への影響とともにご紹介します。
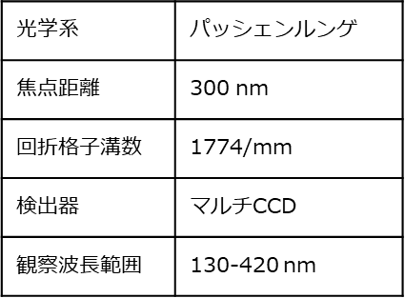
1. 使用装置
本分析には、コンパクトな筐体と低ランニングコストで、品質管理の導入として設計されたモデルであるFOUNDRY MASTER Smartを使用しました。直接測光方式の採用により検出感度が向上し、モニタリングが必要な微量元素の測定も可能です。

2. 前処理方法の違いによるアルミダイカスト分析精度への影響
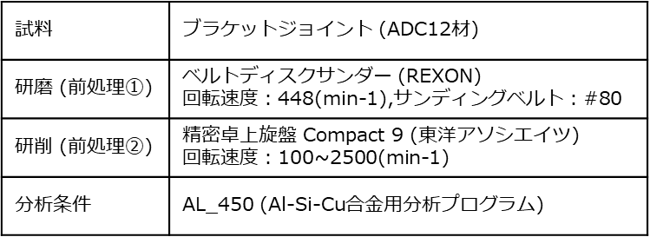
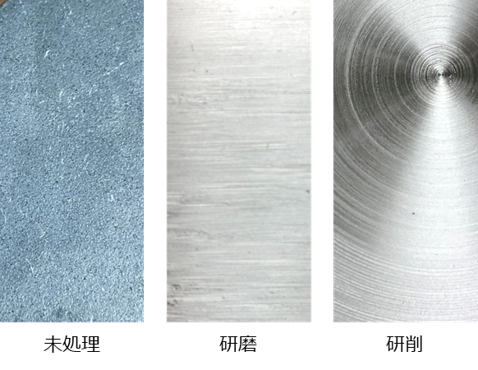
ADC12に該当する試料を用いて、前処理方法の違いによる分析精度への影響を検討するため、ブラケットジョイントの表面を未処理、研磨(前処理①)および研削(前処理②)し、測定を行いました。表2に分析条件、図2に未処理、研磨および研削処理後の表面状態を示しています。また、表3にJIS H5302規定のADC12の化学成分規格値を記載しています。

まず、未処理の試料3ヵ所を各5回ずつ測定した結果を表4に示します。ADC12の化学成分規格値外の結果には色付けしています。未処理の場合、同じ場所を3回程度の測定では、SiとZnが規格値外であることが分かります。これは、離型剤やブラスト処理の影響と考えられます。そのため、より正確な分析結果を得るためには、測定面を研磨もしくは研削といった前処理を行うことが推奨されます。
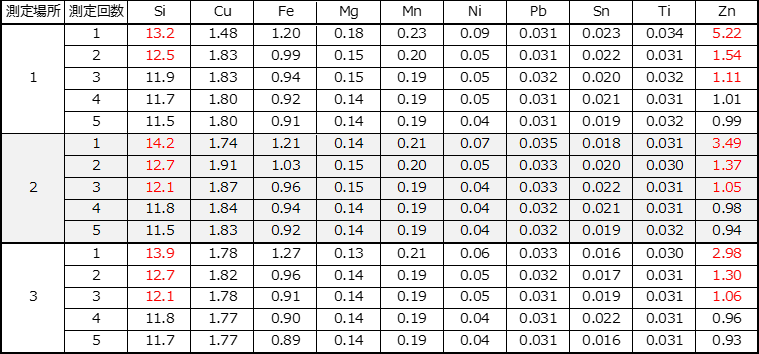
赤字:ADC12化学成分規格値外
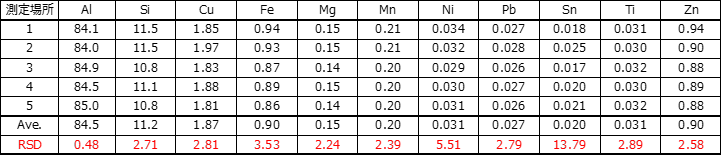
次に、研磨および研削後の測定結果を表5および表6に示します。また、各結果の相対標準偏差(RSD)を赤字にしています。表5の研磨した場合に比べて、表6の研削した結果の方がRSDは小さく、精度よく分析できていることが分かります。
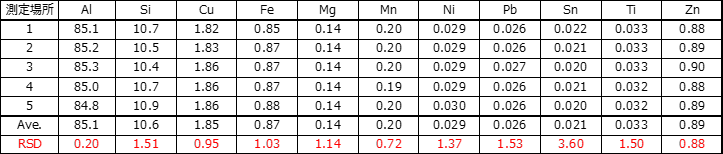
一般的に、工作機械として導入されていることの多いベルダーや旋盤ですが、研削処理と比較し、研磨処理は試料表面が粗くなることや、研磨材によって試料が汚染される可能性があり、分析精度の差として測定結果に表れていると考えられます。そのため、金属の種類や要求精度によって最適な前処理方法を選択する必要があります。