
Ion Milling System ArBlade 5000

The most advanced broad ion beam system for producing exceptionally high-quality cross-section or flat-milling samples for electron microscopy.
Features
Cross-section milling rate: 1 mm/hour!*1
The ArBlade 5000 is equipped with a fast-milling Ar ion gun with a milling rate twice as high for cutting-edge performance, thus dramatically reducing the processing time for cross-section preparation.
*1 Si protrudes 100 um from the mask edge.
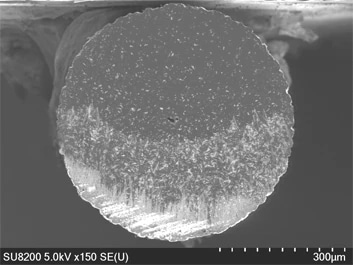
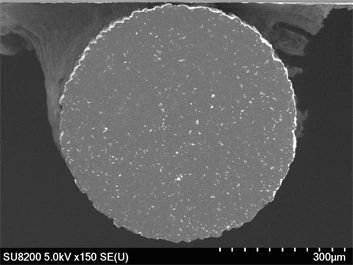
Comparison of cross-section milling
(Specimen: lead for mechanical pencil, Milling time : 1.5 hours)
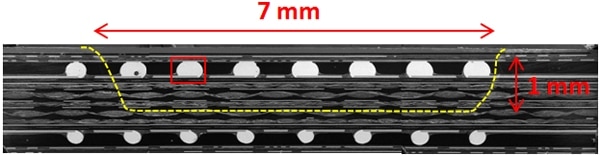
Cross-section widths up to 8 mm!
For large-area milling requirements such as electronic-device applications, a revolutionary cross-section milling holder design has been developed for wider-area fabrication.
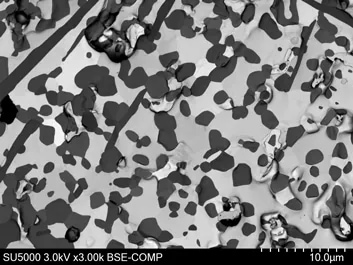
Example of wide-area cross-section milling
(Specimen: electronic component, Milling time: 5 hours)
Hybrid Model: Dual-Milling Configuration Available
The all new ion-milling system is equipped with both cross-section milling and flat milling modes for the most complex application needs.
Equipped with multiple holders, the ArBlade 5000 system accommodates a wide range of applications.
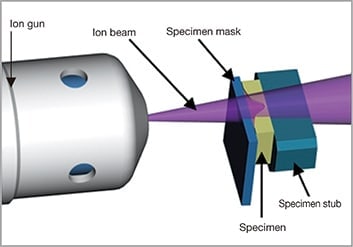
Cross-section Milling
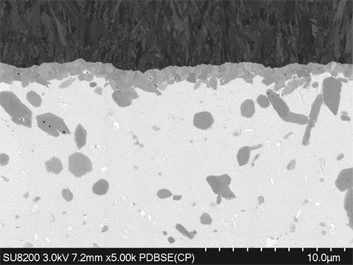
Used to produce wider, undistorted cross sections without applying mechanical stress to the sample
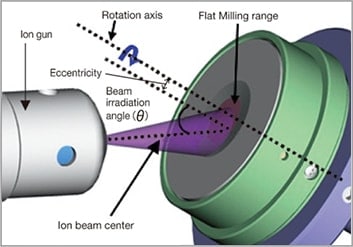
Flat Milling
Used for removing surface layer artifacts and final polish after traditional mechanical polishing techniques.
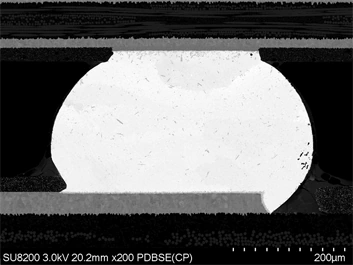
Cooling unit*

Cryogenic versions of the ArBlade 5000 provide active cooling of the cross-section milling stage during sample processing. An integrated liquid nitrogen dewar connected to the cross-section stage effectively removes heat induced during ion-beam milling from the shielding mask and sample.
* Factory fit only
- The digital Cryo Temperature Control (CTC) unit allows operators to set a desired cooling temperature by placing a heater and sensor directly at the cross-section shielding mask so that a desired process temperature can be accurately maintained.
- At the conclusion of cryo-milling, the specimen stage is gently warmed up to room temperature in order to avoid ice formation or water condensation on the sample surface.
- Sample cooling can support damage-free cross-section milling of highly temperature-sensitive specimen such as polymers or soft metals. However, even with active cooling applied, it is important to choose proper processing parameters for best results. This is especially important for samples with low thermal conductivity because the heat generated at the direct ion-beam point of impact must first be effectively conducted to other regions of the specimen. The ArBlade 5000 with CTC provides high ion-beam currents even at lower "gentle" accelerating voltages and is, therefore, optimally suited for this and other processing techniques.
Specimen : wood alloy
Technical Explanation
Article information on Hitachi technical magazine "SI NEWS"
Specification
| Description | |
|---|---|
| Gas used | Ar(argon) gas |
| Accelerating voltage | 0 to 8 kV |
| Cross-section Milling | |
| Maximum milling rate(Material: Si) | ≥ 1 mm/h*1 |
| Maximum milling width | 8 mm (with using a wide-area cross-sectional milling holder) |
| Maximum sample size | 20(W) × 12(D) × 7(H) mm |
| Sample moving range | X ±7 mm, Y 0 to +3 mm |
| Ion beam intermittent irradiation | Standard function |
| Swing angle | ±15°, ±30°, ±40° |
| Flat Milling | |
| Milling area | φ32 mm |
| Maximum sample size | φ50 × 25(H) mm |
| Sample moving range | X 0 to +5 mm |
| Ion beam intermittent irradiation | Standard function |
| Rotation speed | 1 rpm, 25 rpm |
| Tilt | 0 to 90° |
*1 Si protrudes 100 µm from the mask edge.
Optional
| Item | Description |
|---|---|
| Cooling temperature control*2 | Indirectly cooling by LN2, Range of set temperature : 0 to -100°C |
| Higher beam tolerance mask | It is twice as hard as the standard mask. |
| Zoom stereo microscope unit | 15 to 100 magnifications, Binocular type, Trinocular tyoe (correspond to CCD camera) |
*2 Factory fit only