シリコ-ン処理電子線硬化フィルムの表面加工
| ジャンル | 有機・高分子、無機材料 |
|---|---|
| モード | ベクター加工 |
| 測定領域 | 2µm |
| ステーション | SPI3800N |
| 装置 | SPA-400 |
解説
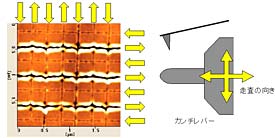
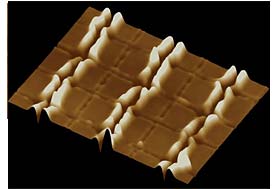
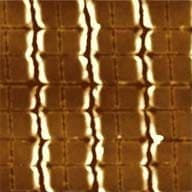
シリコーン処理されたの電子線硬化フィルムをAFMによりスクラッチ加工しました。バネ定数の大きなカンチレバー(K=40N/m)を用い、一定の荷重(~1μN 程度)をかけ、走査の向きをFig.1のように交互に変えながら、最初に横方向のスクラッチ溝を形成し、次に縦方向のスクラッチ溝を形成しました。Fig.2の画像は、最後に同じカンチレバーを使用し、DFMモードに切り替えて形状測定を行った結果 です。
この結果からわかることは、カンチレバーと試料の配置及び走査の向きが、スクラッチ溝の幅や深さなどに大きく寄与しているということです。右向きに走査した場合、最もスクラッチ溝が大きくなっています。通常のAFMは、カンチレバーの取りつけ角が約10度近くあるため、カンチレバーの断面は右図のように傾斜してい ます。従って、試料表面に対して右向きに走査した場合、鍬で畑を耕す場合と同様、 探針が最も表面にくい込むため溝が大きくなったと考えられます。縦方向のスクラッチ加工では、最初に形成した横平向のスクラッチ溝を横切るときに、その向きに引きずられて変形している様子がわかります。(1)
引用文献:
(1)山岡武博:"走査型プローブ顕微鏡による試料間の定量的摩擦特性評価"、月間 トライボロジー、6 (2001) 24-27.
関連文献:
関連情報
走査型プローブ顕微鏡(SPM/AFM)に関する測定手法、測定例の一部を、会員制情報検索サイト「S.I. navi」でご提供しています。
リストの一部はこちらからご覧いただけます。
「S.I.navi」は、日立ハイテク取扱分析装置に関する会員制サイトです。
お客さまの知りたいこと、日々の業務に役立つ情報を「S.I.navi」がサポートします。

日立電子顕微鏡をご使用されているお客さまは、「S.I.navi」上で製品情報をご登録いただくと、日立電子顕微鏡ユーザー限定サイト「Semevolution(セメボリューション)」にて、さらに多くの関連情報をご覧いただけます。